BL101 gateway optimizes bakeries with real-time Modbus data, remote control, and cloud analytics, boosting efficiency, quality, and savings.
Case Details
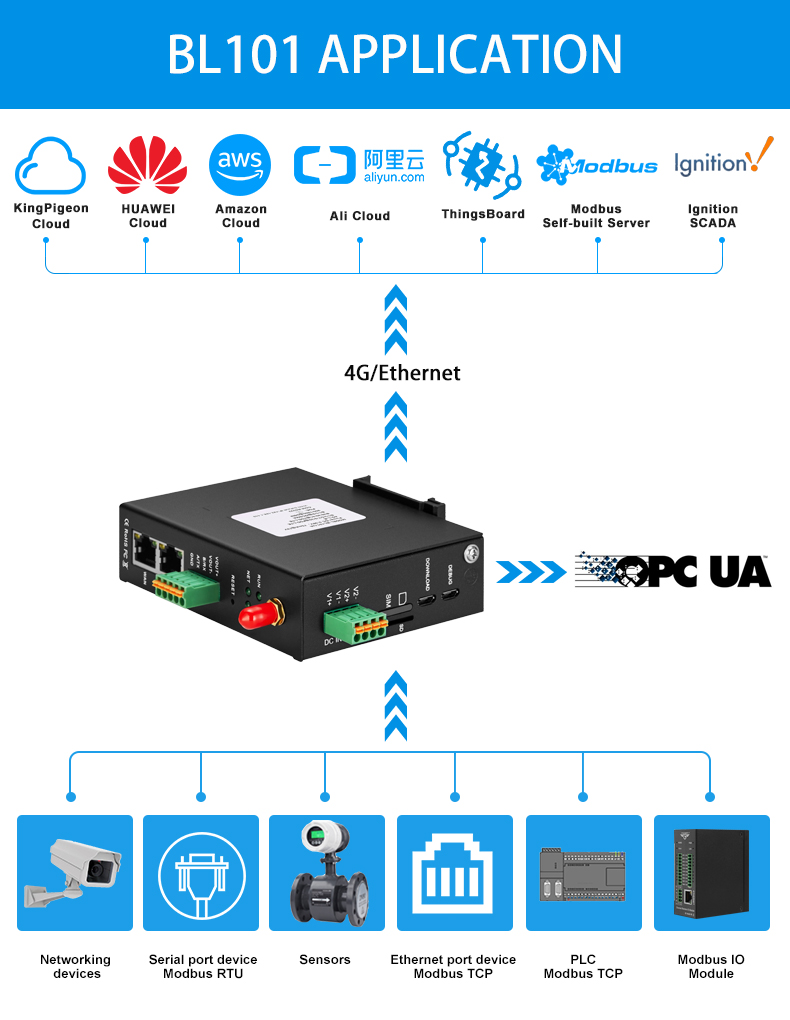
The BL101 gateway supports downstream acquisition protocols such as Modbus RTU and Modbus TCP, enabling easy connection to various Modbus-enabled devices within the workshop, such as oven temperature and time control modules, and mixer speed and runtime monitoring modules. Through the gateway's six independent RS485/RS232 serial ports, multiple devices can be connected simultaneously. Each serial port can be configured with its own parameters to collect data from different protocols, and can be set as either a master or a slave, flexibly adapting to the communication requirements of different devices. The acquired device data is transmitted in real-time to the cloud server via the gateway's upstream forwarding protocol, MQTT, allowing management personnel to view and analyze it anytime, anywhere.
Remote Monitoring and Control
The BL101 gateway supports remote configuration and monitoring functions, allowing workshop managers to monitor equipment operating status, production progress, environmental parameters, and other information in real-time via terminals such as mobile phones or computers, without needing to be on-site. Once equipment anomalies or production process issues are detected, remote control and adjustments can be made promptly, greatly improving production management efficiency and response speed. For example, when the oven temperature is abnormal, managers can remotely adjust the temperature in time, avoiding burnt or undercooked products.
Data Security and Reliability
During data transmission, the BL101 gateway supports security gateway functions such as data TLS/SSL, X.509 certificates, SNMPV1/V2, and key encryption, ensuring data security and integrity. At the same time, the gateway adopts an industrial-grade design with a durable housing material, meeting industrial environment requirements. It can operate stably in the complex environment of a bakery workshop, providing reliable assurance for the collection and transmission of production data.
Cloud Platform Access and Data Analysis
Through the BL101 gateway, the bakery workshop's equipment data can be connected to mainstream cloud platforms such as Huawei Cloud and Alibaba Cloud with one click. On the cloud platform, the collected data can be stored, analyzed, and mined to generate various reports and visual charts, providing strong support for the workshop's production decisions. For example, by analyzing equipment operating data, the utilization efficiency of equipment can be optimized, and energy consumption can be reduced; by analyzing product quality data, key factors affecting product quality can be identified, and targeted improvement measures can be taken to enhance product quality.
Application Effects and Benefits
The successful application of the BL101 gateway in the bakery workshop has brought significant economic and social benefits to the workshop.
Improved Production Efficiency
Through real-time monitoring and remote control functions, the workshop can promptly detect and handle equipment failures, reduce equipment downtime, and improve production efficiency. At the same time, by analyzing and optimizing equipment operating data, production plans can be reasonably arranged, avoiding idle and excessive operation of equipment, further improving production efficiency. According to statistics, the workshop's production efficiency has increased by [X]% after introducing the BL101 gateway.
Improved Product Quality
Real-time monitoring and precise control of various parameters during the production process, such as oven temperature and fermentation time, ensure the stability and consistency of product quality. At the same time, by analyzing and tracing product quality data, quality problems can be identified and resolved in a timely manner, increasing consumer satisfaction and trust in the products. The workshop's product defect rate has decreased by [X]%, and its market competitiveness has been significantly enhanced.
Energy Saving and Emission Reduction
By monitoring and analyzing equipment energy consumption data, the workshop can take targeted energy-saving measures, such as optimizing equipment operating parameters and reasonably arranging equipment usage time, to reduce energy consumption. At the same time, by monitoring and adjusting environmental parameters such as temperature and humidity, a good production environment can be created, reducing energy waste. After introducing the BL101 gateway, the workshop's energy consumption has decreased by 10%-30%, achieving the goal of energy saving and emission reduction.
Reduced Management Costs
The remote configuration and monitoring functions of the BL101 gateway reduce the number of times management personnel need to be on-site, lowering labor costs. At the same time, centralized management and analysis of production data improve the scientificity and accuracy of management decisions, reducing management errors and resource waste, further reducing management costs.






























